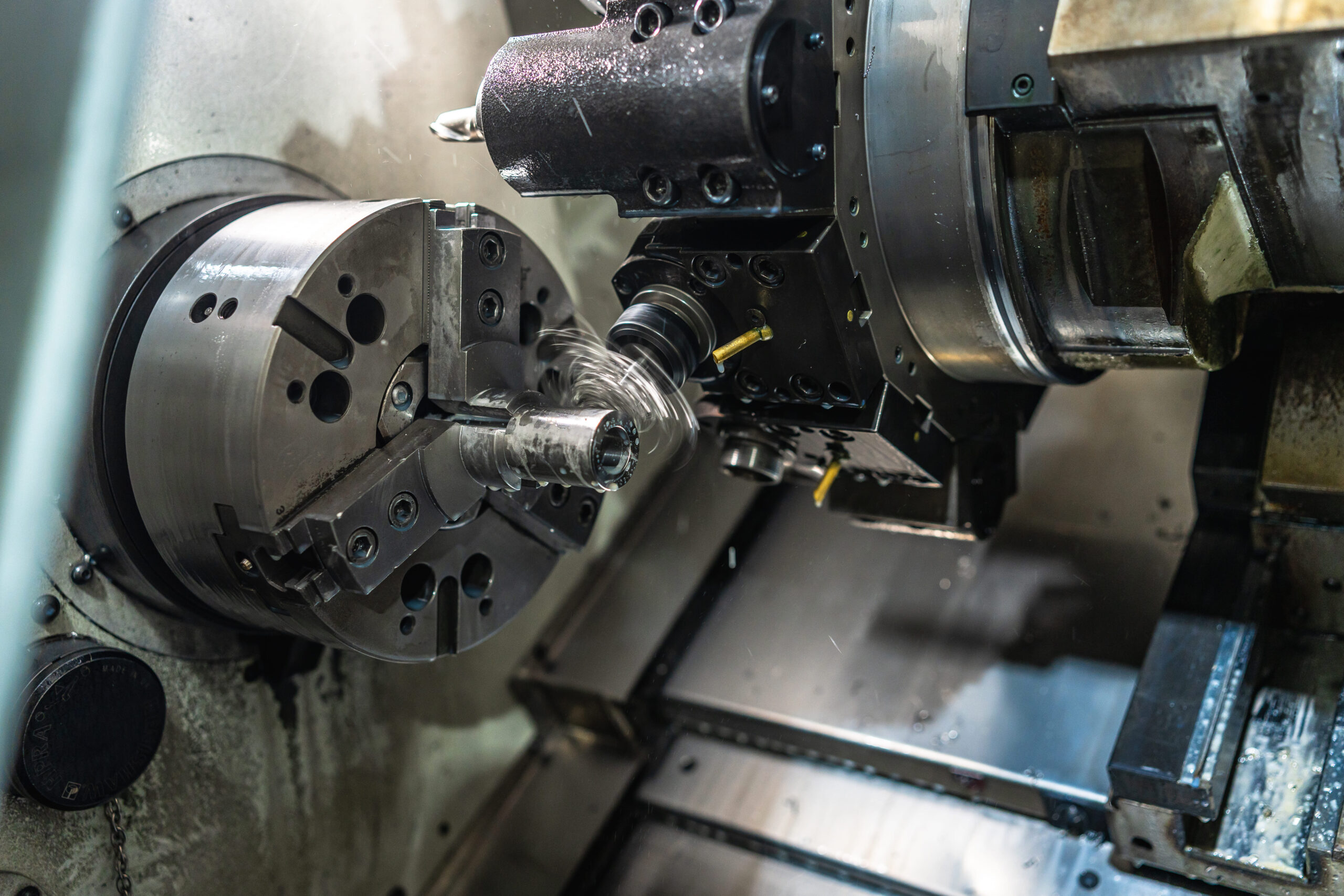
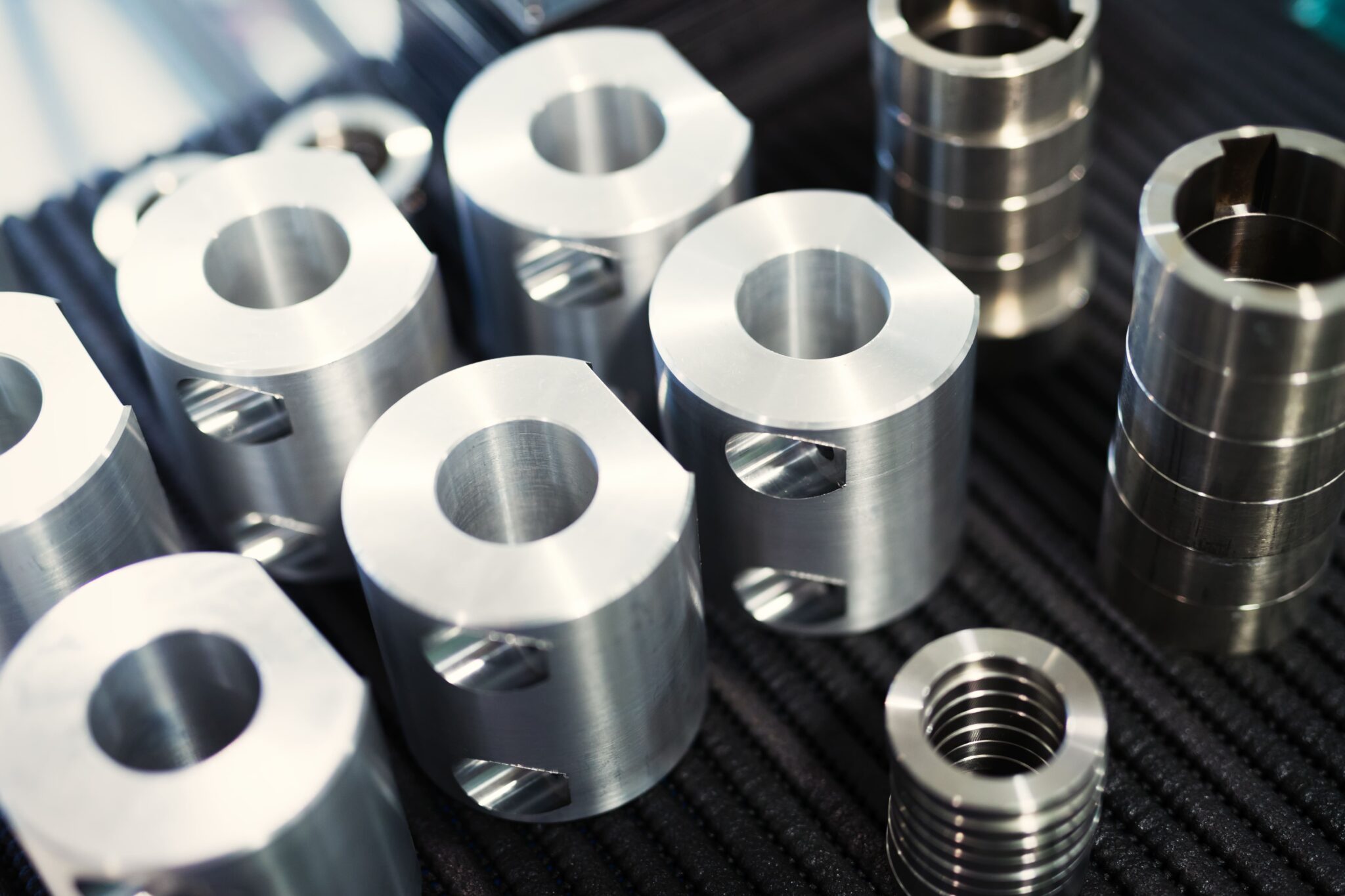
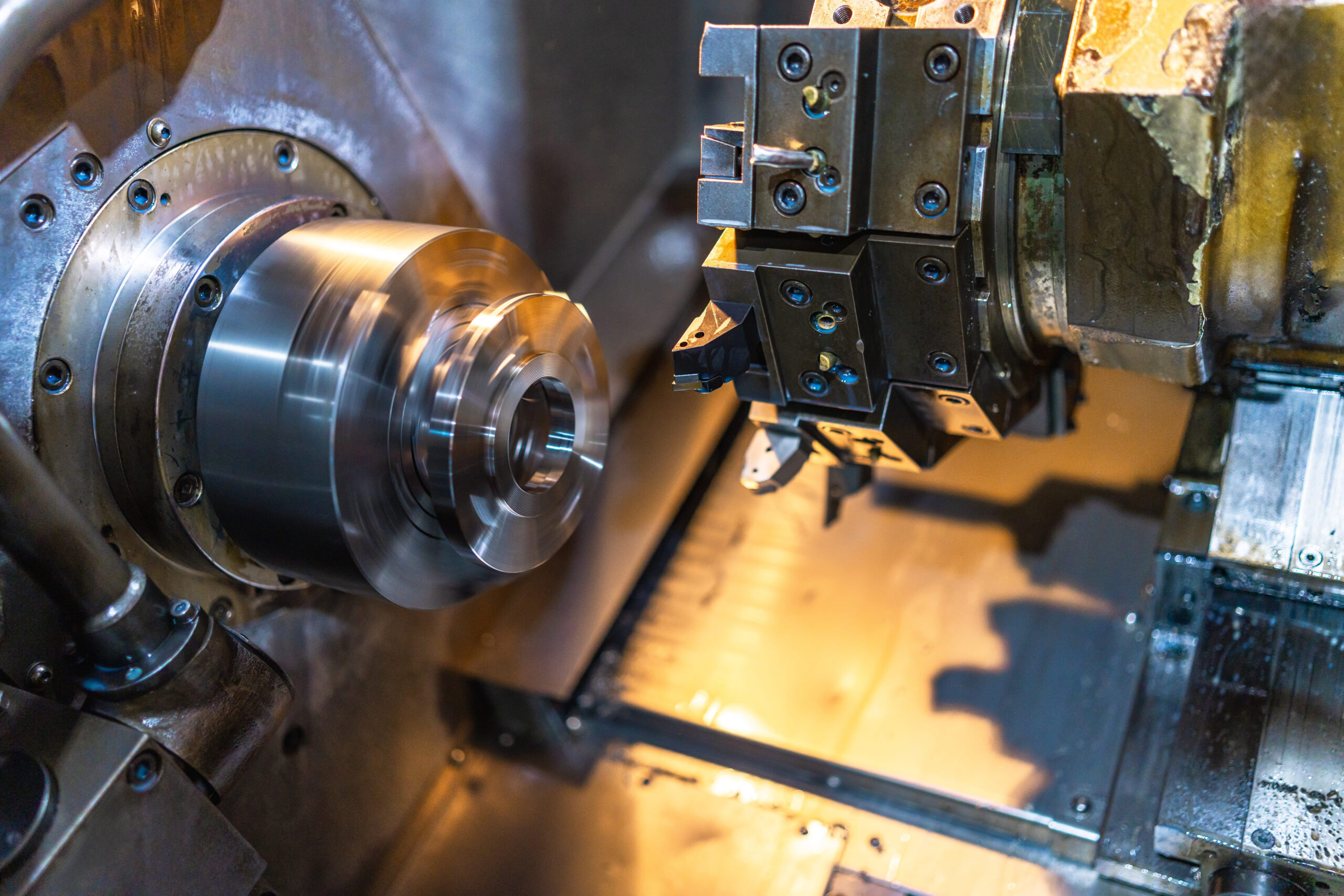
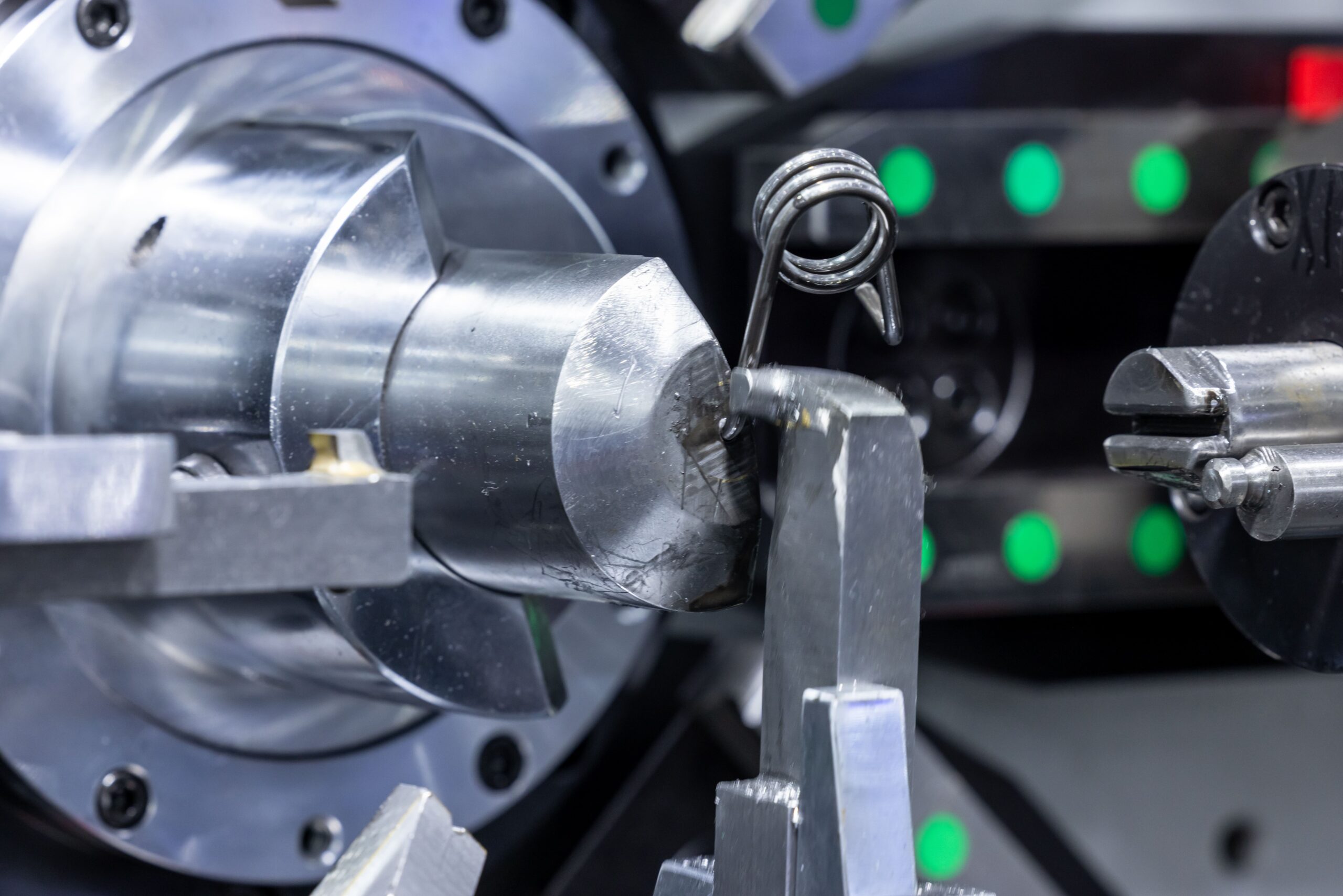
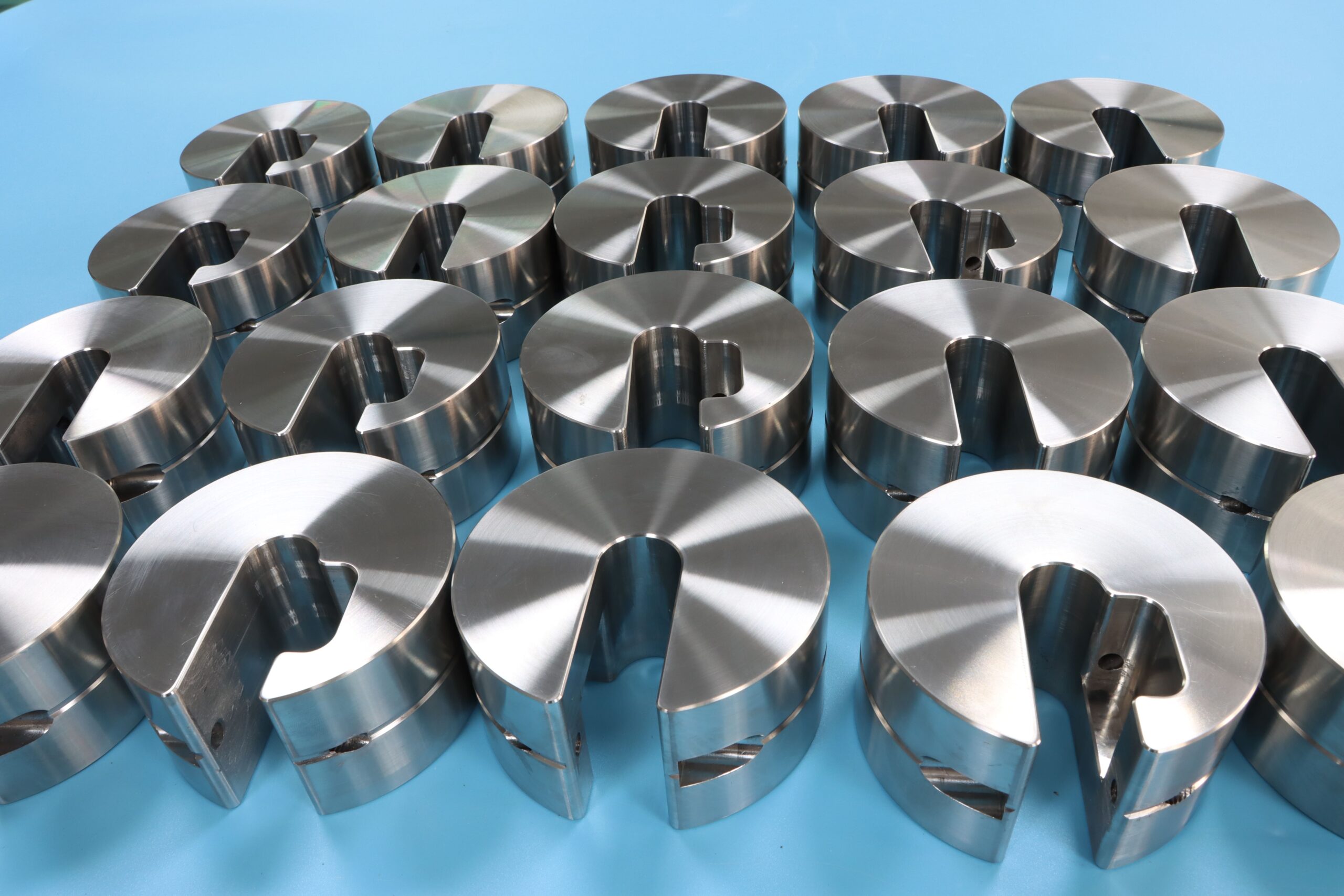
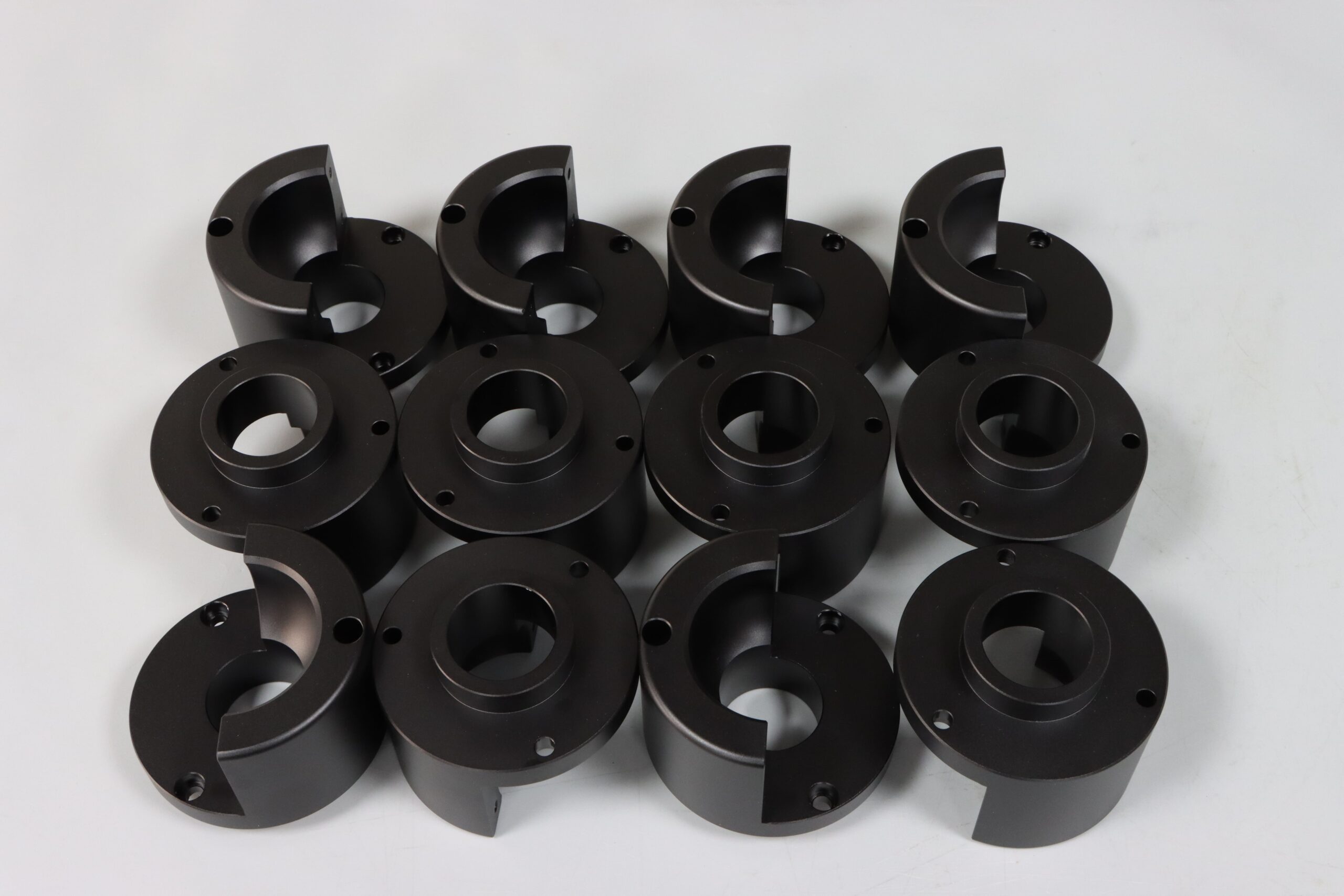
Yes. By utilizing our advanced multi-axis turn-mill centers equipped with live tooling and sub-spindles, we can perform secondary operations like cross-drilling, flat milling, slots, and off-axis tapped holes directly on the lathe. This eliminates the need for a separate setup on a milling machine, lowering manual labor costs and boosting part accuracy.