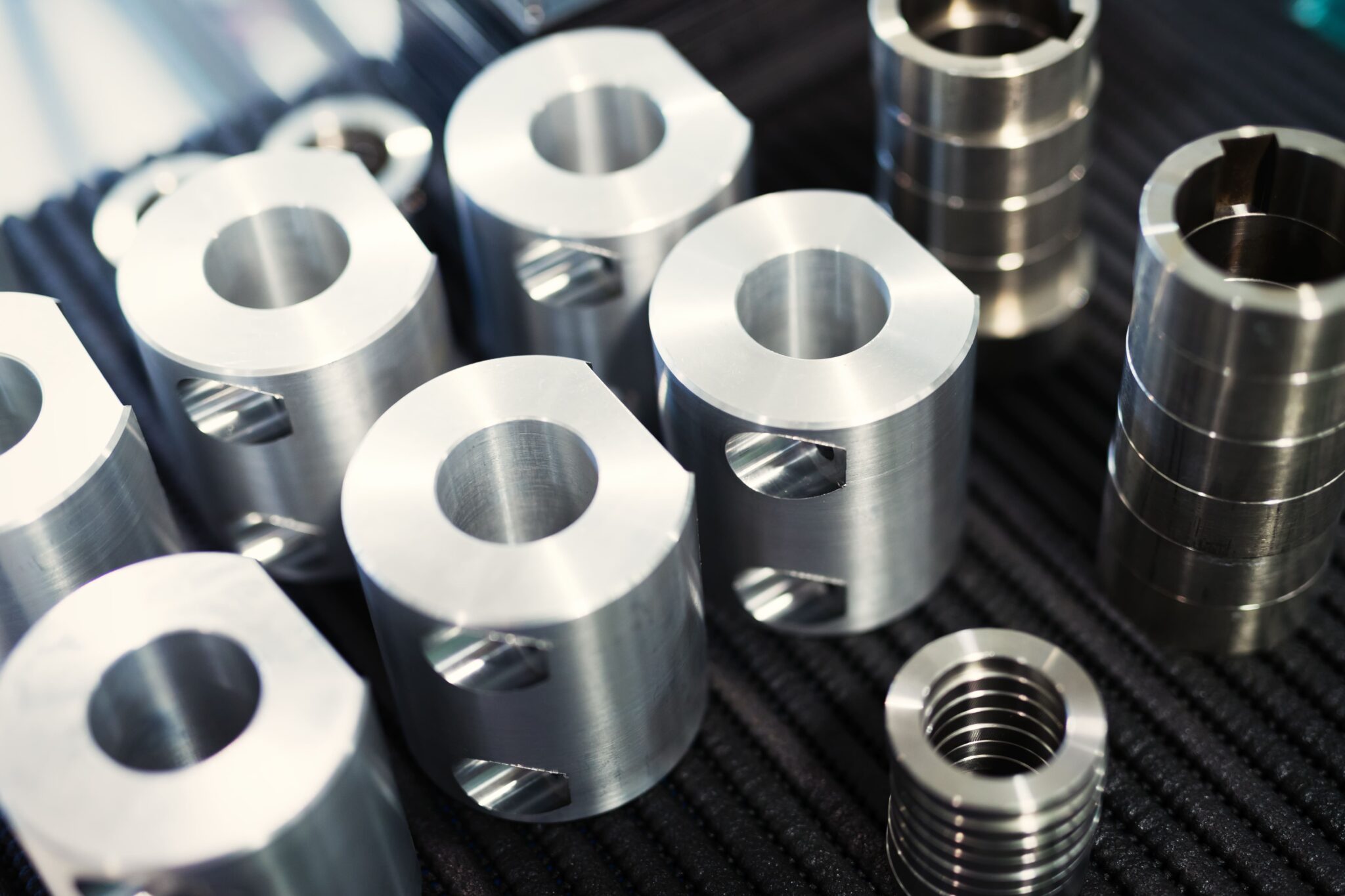
EDM relies on electrical conductivity, meaning we can machine any conductive metal regardless of its physical hardness. This includes hardened tool steel, stainless steel, carbon steel, titanium alloys, aluminum, copper, brass, and tungsten carbide. However, non-conductive materials like plastics, ceramics, and glass cannot be processed using EDM.