High-speed, burr-free laser cutting for custom sheet metal parts. Equipped with state-of-the-art fiber lasers, we deliver precise cuts, clean edges, and tight tolerances in as fast as 24 hours.
✅ All Design Uploads Are Secure & Confidential

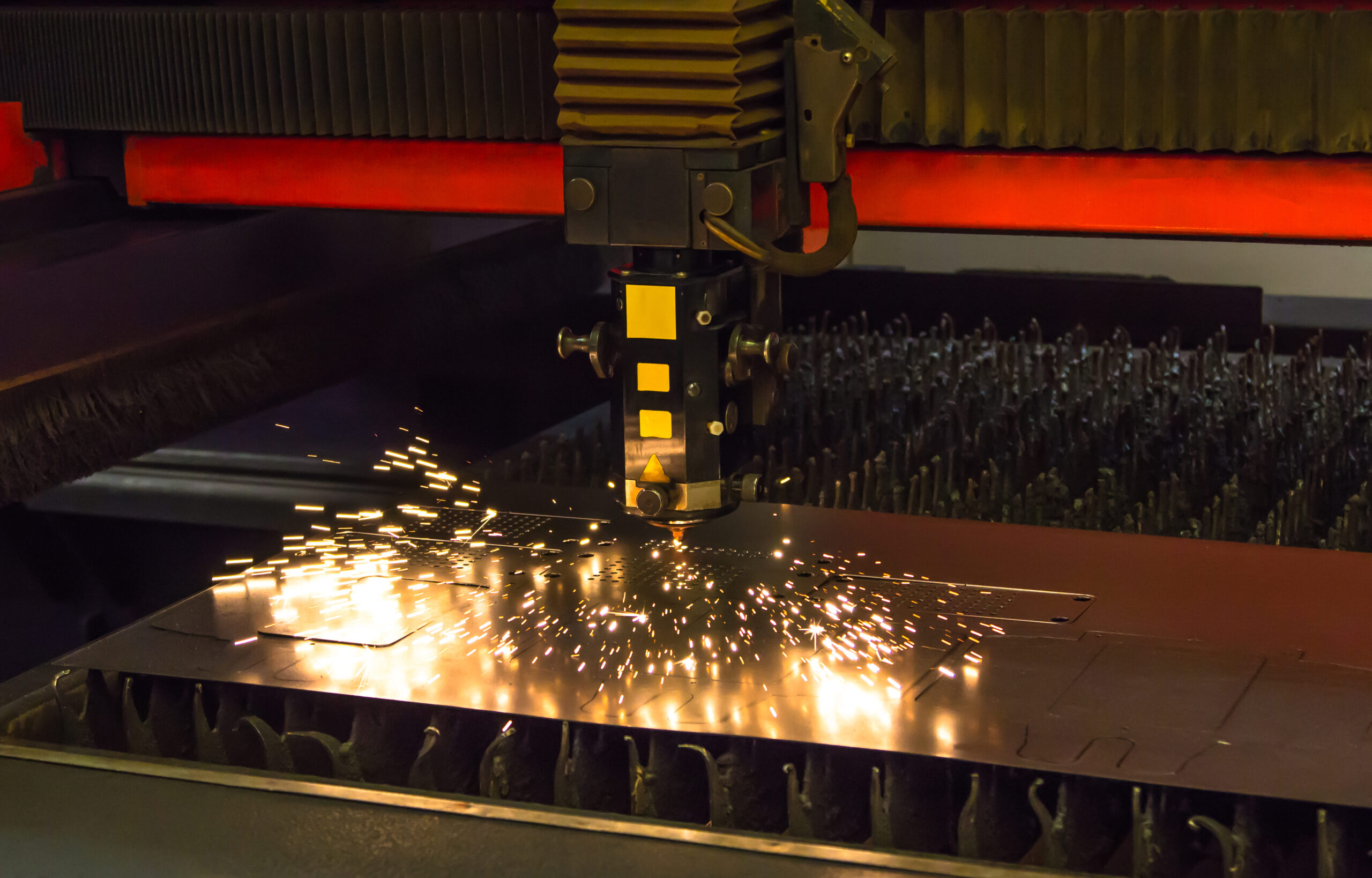
Our high-precision fiber laser cutting systems deliver exceptional speed and accuracy. They are highly efficient for processing both thin and medium-gauge metals, particularly highly reflective materials such as aluminum, copper, and brass, making them ideal for rapid prototyping and high-volume sheet metal production.
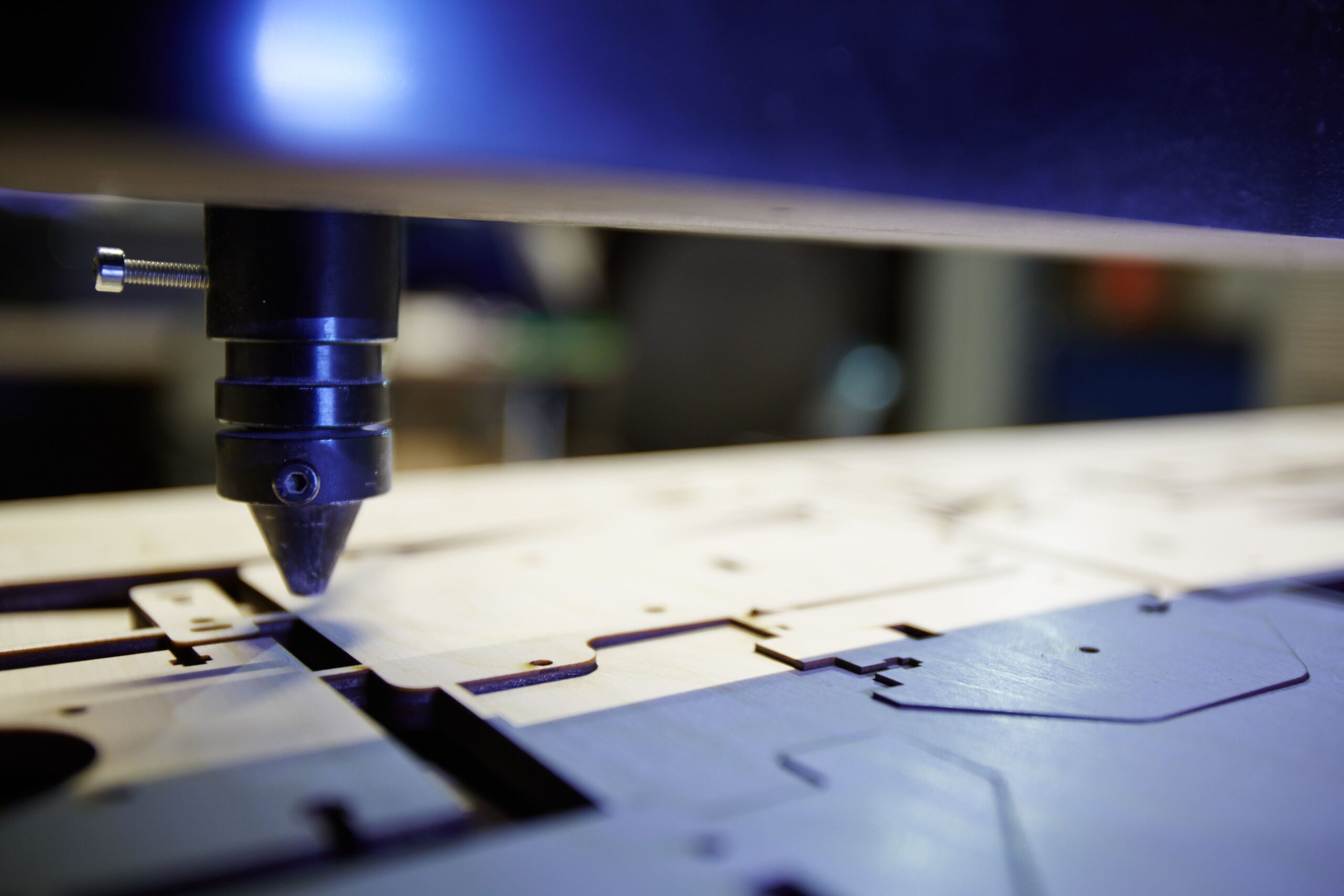
Utilizing a finely focused gas laser beam, our CO2 cutting machines offer versatile processing capabilities. While highly precise for cutting and drilling carbon steel, they excel at clean-edge cutting and detailed engraving on non-metallic materials such as acrylic, wood, plastics, and rubber.
Engineered for high power and structural integrity, our Nd:YAG laser systems utilize a short wavelength to execute extremely precise micro-drilling, deep cutting, and welding on thick, hardened metals. This makes them the perfect solution for complex industrial parts and tight-tolerance engineering challenges.
Ideal for structural frames, brackets, and industrial components requiring high strength and durability.
Delivers precise cuts with clean, oxide-free edges using nitrogen assist gas, perfect for medical and food-grade applications.
Combines high processing speeds with superior accuracy for lightweight components and custom electronic enclosures.
Efficiently processed using our advanced anti-reflective fiber laser systems for electrical contacts and decorative parts.
Offers high precision with negligible heat distortion for aerospace, defense, and high-performance engineering applications.
Cuts complex profiles smoothly on heat-resistant materials like Inconel, maintaining metallurgical integrity.
We utilize high-purity nitrogen as the assist gas for stainless steel and aluminum, guaranteeing oxide-free, clean cut edges that are immediately ready for subsequent welding or coating.
Our advanced fiber laser source features a highly concentrated beam, ensuring minimal heat input. This prevents thin sheets from warping and preserves the material's mechanical properties.
With a kerf width as narrow as 0.1 mm, our lasers easily execute intricate profiles, sharp corners, and micro-slots that conventional stamping or punching cannot achieve.
| Laser Cutting Parameter | Standard Tolerance | Engineering Impact |
|---|---|---|
| Dimensional Tolerance | ±0.1 mm to ±0.2 mm | Ensures exceptional accuracy for mounting hole alignments and interlocking parts. |
| Repeatability | ±0.05 mm | Guarantees identical dimensions from the first prototype to high-volume production batches. |
| Min. Hole Diameter | 1x Material Thickness | Prevents thermal distortion and blowout, securing clean cylindrical holes. |
When designing parts for precision laser cutting, a critical rule of thumb is the relationship between sheet thickness and cut features. To prevent thermal blowout and edge distortion, the minimum laser cut hole size should always be equal to or greater than the material thickness ($1t$).
Similarly, for laser cutting slot limitations, standard narrow slots should maintain a width of at least 1.5 times the material thickness. Adhering to these design rules ensures cleaner edges, prevents dross buildup, and keeps manufacturing costs highly economical.
The choice of assist gas has a direct impact on both the part quality and post-processing steps. We utilize two primary gases based on your material and engineering requirements:
Nitrogen (N₂): Best for stainless steel, aluminum, and brass. It acts as an inert shield, creating oxide-free laser cut edges with a clean, silver finish. These parts are immediately ready for secondary welding, painting, or powder coating without needing costly mechanical scaling.
Oxygen (O₂): Ideal for thick carbon steel. Oxygen reacts chemically with the metal to generate additional heat, accelerating the cutting process. While it leaves a thin carbon oxide layer on the edge, it is highly efficient for heavy-duty structural parts.
Standard thermal cutting processes generate heat that can alter the metallurgical structure and mechanical properties of the cut edge—a region known as the laser cutting heat affected zone (HAZ). A large HAZ can lead to micro-cracking and part warpage.
At Tenghui, we utilize high-density fiber lasers that concentrate the energy into an ultra-narrow beam, paired with optimized cutting paths. This precise control significantly reduces the thermal footprint to prevent thermal distortion in sheet metal, preserving the original physical strength and flatness of your thin-gauge components.
Fiber lasers utilize a solid-state laser medium, delivering a much higher beam concentration and energy efficiency. They cut thin to medium-thick metals significantly faster and handle reflective metals (like aluminum, copper, and brass) with far greater precision than traditional CO2 lasers.
In most cases, no. Our high-precision fiber lasers with nitrogen-assist gas produce clean, virtually burr-free edges. However, for exceptionally thick plates or parts with strict cosmetic requirements, we perform mechanical deburring to ensure completely safe handling and smooth edges.
As a general engineering rule, the minimum laser-cut hole diameter should be at least equal to the material thickness ($1t$). Attempting to cut holes smaller than the sheet thickness can lead to thermal accumulation, causing hole distortion or severe dross buildup.
Yes. While reflective metals can damage older lasers due to back-reflection, our advanced fiber laser systems are equipped with optical isolators. This technology allows us to safely and continuously cut copper, brass, and bronze alloys without any equipment risk.
Thin metal sheets are highly sensitive to heat. We prevent warping by optimizing our laser cutting paths, using pulsed laser modes to reduce total heat input, and applying advanced nesting layouts that distribute the thermal load evenly across the plate.
Once we receive your design files, our senior manufacturing engineers will manually perform a comprehensive DFM review and deliver an accurate, optimized quote within 24 hours.